Трудове навчання (хлопці)
8-А 8-Б класи
14.03
Догляд за різними видами виробів із деревини.
Розрахунок орієнтованої вартості витрачених матеріалів.
Оцінювання готового виробу.
Розрахунок орієнтованої вартості витрачених матеріалів.
Оцінювання готового виробу.
Д\з :проєкт виробу. oksana264271@gmail.com
0672685306
0672685306
18.03
https://trudpalcv.at.ua/load/rizne/rizne/ob_39_ekti_proektno_tekhnologichnoji_dijalnosti/6-1-0-232
https://www.pinterest.ru/yuraxtop/
модулі,можете на них глянути
Історія виникнення годинників.Види годинників.Конструкційні матеріали для виготовлення годинникових корпусів,їх переваги та недоліки.
Ще в стародавні часи люди вміли визначати час, дивлячись на зірки, яскравим прикладом цього є створений ними сонячний годинник. Один з екземплярів сонячної техніки до сьогодні знаходиться на Азовському морі, в місті Бердянськ: сонячний годинник розташований на березі моря. Він є невід’ємною частиною міста і гордістю тамтешніх мешканців.
Історія виникнення годинника
Людина, яка надаремно витрачає свій час, сама не помічає, як старіє.
Е.Шварц
Е.Шварц
Кожного ранку ми прокидаємося під настирливі, дратівливі звуки будильника і розбігаємось, як мурашки, хто куди: хто на роботу, хто в інститут, хто в школу. Все своє життя людина звіряє за годинником, старається все робити точно і, найголовніше, вчасно.
Час – це невід’ємна частина нашого життя. Основним атрибутом часу є годинник. Годинник вдома на стіні, годинник на руці, годинник в мобільному телефоні... А чи знаєте ви, як виник годинник, і хто його створив?
| - |
З плином часу наші предки винайшли також місячний, водяний, масляний та свічковий годинники. Їх використовували аж до XVIII ст. З приходом технічного прогресу виробництво годинників почало стрімко розвиватися. Перший механічний годинник був винайдений ще в 1470 році. Ця модель годинника працювала від енергії пружини і механізму для запуску пристрою. Пізніше, в середині ХІХ ст., новим кроком в розвитку годинників став розвиток хрономентрів, годинникових механізмів, які дозволяли проводити точне вимірювання проміжків часу.
Перший портативний годинник був винайдений в Німеччині. На ньому була лише одна стрілка і час, який він показував, був далеко не точним.
Пізніше ще недостатньо відомий тоді Леонардо да Вінчі намалював ескіз механізму для годинників, що встановлювались на вежах. З початком наступного століття популярність на кишенькові годинники дуже зросла. Революційним винаходом, що започаткував цілком новий етап розвитку виміру часу, було створення першого колісного годинника.
З плином часу люди хотіли мати такий винахід і у себе вдома. Перші кімнатні годинники з’явилися в ХV ст.і були досить громіздкими. Годинник приводив в рух тягар, який треба було підтягувати кожні 12 годин, а сам годинник не можна було пересувати.
В 1500 році для приведення в рух годинника почали використовувати ходову пружину.
У 1660-1720-х рр. в Англії було створено, а пізніше вдосконалено основні види годинників: консольні (маятникові, з пружинним ходовим механізмом), напольні (з тягарем і маятником, з’єднаним з ходовим механізмом, розташованим у верхній частині корпуса). А в 1704 році в Англії було видано патент на метод використання дорогоцінного каміння при виготовленні опорних підшипників, що зменшило зношування деталей в механізмах.
Годинниковий бій також має історію, яка бере початок ще з XIV століття. На початку використовували дзвіночок, що дзвенів один раз після того, як його торкав спеціальний важілець.
На вежових годинниках дзвіночок замінили на великий дзвін. У 1676 р. було створено перший годинник з годинниковим боєм.
У Парижі, в Іституті Часу, знаходиться годинник, який прийнято вважати найточнішим годинником. Це еталон часу, по цьому годиннику звіряють час у цілому світі.
Найстаріший вежовий годинник в Москві – кремлівські куранти на Спаській вежі. Діаметр їх циферблату складає 6,12 метра, висота цифр 72 см, а довжина стрілки, що показує годину – 2,97 м, а хвилинної – 3,28 м. Годинник приводиться в рух трьома гирями вагою по 224 кілограми. вага маятника 32 кг.
Важливе значення в сучасних розробках годинників має дизайнерське оформлення. Зараз пропонуються колекції двох напрямків – класичного і сучасного.
Класичний дизайн – це повтор знаменитих зразків минулого і його різноманітна стилізація. При цьому використовують класичні матеріали: дерево, бронза або фарфор. Сучасний дизайн залежить від смаку художника, фірми. В такому випадку використовують сучасні матеріали: пластик, метал, MDF. Часу для створення годинників сучасного дизайну потрібно набагато менше, ніж на класичні.
Як бачимо, історія годинників багата своїми досягненнями. Останнім часом виробники годинників не перестають тішити нас більш сучасними моделями, не забуваючи при цьому про зручний та стильний дизайн.
Як бачимо, історія годинників багата своїми досягненнями. Останнім часом виробники годинників не перестають тішити нас більш сучасними моделями, не забуваючи при цьому про зручний та стильний дизайн.
Д\з :пошк моделей - аналогів.


25.03
Етапи проєктування .Пошук конструкції виробу на рівні технічних ідей,схеми.Втілення ідей у формі графічного документа.
ПРОЕКТ Корпус для годинника.
Об’єкт технологічної діяльності: корпус для
годинника.
Основна технологія: обробка деревини.
Додаткова технологія: деку паж, аплікація.
Мета: узагальнення й
систематизація знань учнів про конструкційний матеріал фанера та ДВП; засвоєння
знань про роботу із цими матеріалами; формування вміння розпізнавати якість
матеріалів; розвиток фантазії, образного мислення, навичок аналізу;
узагальнення вивченого матеріалу; виховання уважності, культури праці.
Матеріали та
інструменти: фанера, лобзик, пилочки для лобзика, наждачний
папір, пласкогубці, клей для деку пажу, ґрунтовка, серветки для деку пажу,
пензлики..
План роботи над проектом:
Підготовчий етап – учні отримують знання про конструкційний матеріал фанера та ДВП.
Навчаються правильно користуватись лобзиком.
Художньо – конструкторський етап – учні ознайомлюються із правилами створення ескізів,
правилами підбору матеріалів.
Технологічний етап виготовлення виробу – учні виготовляють корпус для годинника та оздоблюють його технікою деку паж або
аплікація.
Презентація готових виробів – учні аналізують
свою роботу, та презентують свої вироби.
Д\з :зошит
-ескіз виробу. Оксана Здирок
oksana264271@gmail.com
.
01.04
Добір: основної технології виготовлення виробу;конструкційних матеріалів;інструментів.
-технологічна карта.
08.04
Складання технологічної послідовності виготовлення виробу.
Послідовність технологічних операцій.Основні деталі корпусу годинника.
Д\з :робота над виробом
Код доступу 250180
Код доступу 143899
Попросіть учнів використати цей код, відкривши посилання join.naurok.ua
КАНІКУЛИ!!!!!!!!!!!!!!!!!!!
22.04Технологічний процес виготовлення корпусу годинника: пиляння ,стругання , обпилювання .
Пиляння деревини
Пиляння - операція поділу деревини на частині за допомогою многорезцового інструмента. Для розпилювання лісоматеріалів застосовують ручні або механічні пилки. Пилка являє собою стрічку або диск із розташованими на ній зубами (різцями). Зуби мають наступні параметри: відстань між двома суміжними вершинами становить крок, а відстань між підставою й вершиною - висоту зуба. Для видалення ошурок, що утворюються в процесі пиляння, служить западина (пазуха). Кожний зуб пилки має три ріжучі крайки - одну передню, коротку, і дві бічні. Для поздовжнього розпилювання деревини, зуби пилки, короткою ріжучою крайкою перерізують волокна, а бічними крайками, розділяють волокна між собою по їхньому напрямкові. Зуби цих пилок мають форму трикутника, пряму заточення; ними можна пиляти тільки в одну сторону. У пилок для поперечного розпилювання коротка ріжуча крайка розділяє волокна, а бічні перерізують їх. Зуби мають форму переважно рівнобедреного трикутника й двостороннє заточення, тому ними можна пиляти в обидві сторони
Ручні пилки. До ручних пилок ставляться поперечні дворучні, ножові (ножівки) і лучкові
Пилки поперечні дворучні (мал.7, а) застосовують для поперечного розпилювання лісоматеріалів. Товщина пив 1,1; 1,4мм. Зуби мають форму рівнобедреного трикутника, заточення косе. Кут заострения (40...45+ 2)°.
Ножові пилки, або ножівки, бувають широкі, вузькі й з обушком. Ножівку широку (мал. 7, б) застосовують для поперечного розкрою брусків, широких дощок і плит. Товщина полотна 1,2мм. Зуби пилки мають форму трикутника, заточення косе. Кут заострения 40°. Ручку роблять із деревини твердих порід
Ножівка вузька (мал. 7, в) призначена для розпилювання тонких матеріалів і випилювання криволінійних заготовок, а також для наскрізних пропилів. Товщина полотна 1,5мм.
Ножівка з обушком (мал. 7,г) використовується для неглибоких пропилів. Верхня частина полотна має стовщення. Товщина полотна 0,8мм.

Рис 7. Пилки:
а - дворучна поперечна, б - ножівка широка поперечна, в - ножівка вузька, г - ножівка з обушком, д - ножівканнаградка, е - лучкова пилка;
1 - полотно, 2 - ручки, 3 - стійки або бічні планки, 4 - тятива, 5 - середник, 6 - закручення
а - дворучна поперечна, б - ножівка широка поперечна, в - ножівка вузька, г - ножівка з обушком, д - ножівканнаградка, е - лучкова пилка;
1 - полотно, 2 - ручки, 3 - стійки або бічні планки, 4 - тятива, 5 - середник, 6 - закручення
Для пропилювання некрізним способом, застосовується ножівканнаградка (рис.7,д). Товщина полотна 0,4...0,7мм. Нею можна випилювати вузькі пази
Лучкові пилки (мал. 7, е) застосовують для поздовжнього й поперечного розпилювання деревини. Вони являють собою дерев'яний верстат (лучок) з деревини твердих порід з натягнутим на ньому полотном 1. Тятива 4 робиться із крученого лляного або прядив'яного шнура діаметром 3мм.
Лучкові пилки розстібні (распускные) призначені для поздовжнього розпилювання. Мають полотно шириною 45...55мм, товщиною 0,4...0,7мм, крок зубів 5мм, кут заострения 40...50°, заточення зубів пряма. Поперечні пилки мають ширину полотна 20...25мм, крок зубів 4...5мм, кут заострения 65...80°, форма зубів - рівнобедрений трикутник
Выкружные пилки служать для криволінійного розпилювання. Мають довжину 500мм, ширину полотна 4...15мм, крок зубів 2...4мм, кут заострения 50...60°, зуби із прямої заточенням
Для зменшення тертя й щоб уникнути заїдання полотна пилки в пропилі зуби потрібно розлучати. Розлучення зубів пило полягає в тому, що полотно пилки затискають у лещата й вершини зубів по черзі відгинають від підстави приблизно на % висоти: парні в одну сторону, а непарні - в іншу. При розпилюванні деревини твердих порід зуби розлучають на 0,25...0,5мм, а м'яких порід - на 0,5...1мм. Розлучають зуби за допомогою звичайної або універсальної розведень. Точність розлучення перевіряють шаблоном

Рис. 8. Заточення й фугування пив:
а - розташування пилоточа при прямому заточенню, б - розташування пилоточа при косому заточенню, в - заточення лучкової пилки, закріпленої в лещатах, г - заточення лучкової пилки, покладеної в дерев'яну колодку, д - фугування пив;
1 - напилок, 2 - колодка, 3 - пилася
а - розташування пилоточа при прямому заточенню, б - розташування пилоточа при косому заточенню, в - заточення лучкової пилки, закріпленої в лещатах, г - заточення лучкової пилки, покладеної в дерев'яну колодку, д - фугування пив;
1 - напилок, 2 - колодка, 3 - пилася
У процесі пиляння зуби затуплюються, щоб відновити ріжучу здатність зубів, їх заточують напилками (мал. 8. а, г). Заточення потрібно робити рівно, без сильних натисків ( тому що це може викликати перегрів пилки). Так, щоб не було заусенцев, засинений і ін. Пилки для поперечного розкрою мають косе заточення, тому напилок при їхньому заточуванні тримають під кутом 60...70°. Заточивши через один зуби з одного боку, заточують пропущені зуби з іншої сторони. Вершини зубів, що заточуються, повинні перебувати на одній висоті, тому до заточення зуби вирівнюють по висоті фугуванням, у такий спосіб: у дерев'яну колодку (2) (мал. 8, д) проріз, що має, вставляють тригранний напилок 1, після чого колодку з напилком надягають на пилку (3) і, рухаючи по полотну, вирівнюють вершини зубів
Стругання - один з технологічних процесів обробки конструкційних матеріалів. У його основу покладено принцип дії клина (мал. 74). Під дією прикладеної до інструмента сили різець заглиблюється в матеріал, перерізає волокна, відокремлюючи при цьому від заготовки частинки у вигляді стружки. Необхідну для різання силу прийнято називати силою різання.
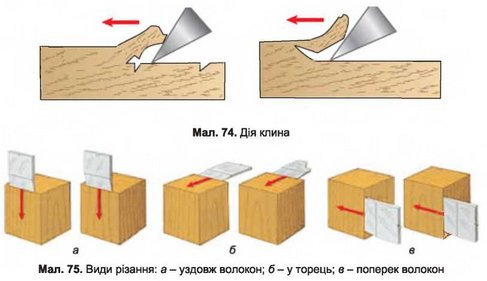
За напрямком різання поділяють на: різання вздовж волокон у площині повздовжнього розрізу стовбура (мал. 75, а); різання поперек волокон перпендикулярно до їхнього напрямку (в торець) (мал. 75, б); різання поперек волокон у площині повздовжнього розрізу стовбура (мал. 75, в). Проте, крім основних трьох випадків, може використовуватися й різання під різними кутами до волокон.
Струганням деревини називають процес різання, за якого площина різання збігається з оброблюваною поверхнею.
Струганням надають деталям правильної форми і розмірів, які зазначені на кресленні. Крім того, поверхня стає рівною, чистою і гладенькою. У результаті цієї технологічної операції можна отримати плоскі й криволінійні поверхні.
Стругають деревину ручним і механізованим способами за допомогою різальних інструментів, які мають загальну назву рубанок (мал. 76).
Для ручного стругання деревини застосовують рубанки, які приводяться в дію мускульною силою людини. Залежно від призначення вони мають різну конструкцію та виготовлені з різних конструкційних матеріалів, проте загальний принцип їхньої роботи та загальна будова однакові.

Мал. 76. Способи стругання деревини: а - ручним рубанком; б - електромеханічним побутовим переносним рубанком; в - електромеханічним побутовим стаціонарним рубанком; г —електромеханічним промисловим стаціонарним рубанком
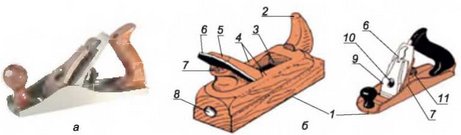
Мал. 77. Рубанок подвійний: а - загальний вигляд; б - будова рубанка: 1 - підошва;
2 - ріг; 3 - лоток; 4 - заплечики; 5 - клинок для кріплення залізка; 6 - ніж; 7 - упор;
8- пробка; 9- притискна планка; 10- притискний гвинт; 11 - регулювальний гвинт
Рубанок (мал. 77) являє собою дерев’яну або металеву колодку, у яку вставлене залізко з гострим лезом 6, закріплене клином або притискною планкою 5. Для зручності в роботі деякі рубанки в передній частині мають дерев’яний ріжок 2, а в задній - упор 7. Нижня частина колодки називається підошвою 1. Вона має бути плоскою для стругання плоских поверхонь або мати зворотний профіль оброблюваної поверхні при криволінійних і профільних поверхнях. Для встановлення ножа і виходу стружки в колодці продовбане гніздо (лоток) 3, що звужується до виходу з підошви до ширини
5...9 мм (проліт) 12. Передня частина прольоту під час стругання створює підбір волокон, унаслідок чого з поверхні заготовки зрізується тонкий шар деревини. Що вужчий проліт, то чистішою виходить поверхня стругання.
На бічних стінках лотка є заплечики 4, які слугують опорою при затисканні залізка клином. На тильній частині рубанка вмонтовано пробку 8 для вибивання залізка. У рубанка металевої конструкції залізко кріпиться за допомогою притискної планки 9, притискного гвинта 10 та регулюється регулювальним гвинтом 11.
Усі ручні рубанки поділяють на дві групи. До першої групи належать рубанки для стругання плоских поверхонь: шерхебель, одинарний і подвійний рубанок, торцевий рубанок, фуганок, напівфуганок, шліфтик, цинубель (мал. 78).

Мал. 78. Інструменти для стругання плоских поверхонь: а - шерхебель металевий, б - напівфуганок металевий, в - рубанок з одинарним ножем; г - фуганок; д - подвійний рубанок, е - шліфтик, є - торцевий рубанок; ж- цинубель; з - рубанок циклювальний
Шерхебель (мал. 78, а) застосовується для грубого стругання заготовок уздовж волокон або під деяким кутом, особливо коли треба зняти товстий шар деревини. Різальна кромка ножа має овальну форму і виступає з підошви на 2...З мм (мал. 79, а). Це дає можливість знімати товсту стружку без значних зусиль і без виривання деревини з боків різця ножа. Однак на виструганій поверхні залишаються жолобкуваті нерівності, які знімають іншими рубанками.
Одинарний рубанок (мал. 78, в) служить для вирівнювання поверхні після стругання шерхебелем або після розпилювання деревного матеріалу. Різальна кромка його ножа пряма і тільки по кутах трохи заокруглена (мал. 79, б) для того, щоб запобігти задиркам при струганні деревини. Після стругання одинарним рубанком поверхня стає рівною, але недостатньо гладенькою.
Подвійний рубанок (мал. 78, д) використовується для зачищення поверхонь і стругання торців. Він надає заготовці особливо чистої та гладенької поверхні завдяки тому, що його ніж складається з двох частин: основний ніж такий самий, як і в одинарного рубанка, але має проріз для кріплення другого ножа, який називається стружколомом (мал. 79, в). Стружколом ставлять на передню грань основного ножа так, щоб їхні кромки були паралельні, а відстань від кромки стружколома до леза різця становила 0,5... 1 мм. Що ближче лезо стружколома до леза різця, то тонша стружка, а отже, й рівніша поверхня. Проте подвійним рубанком можна вирівнювати тільки короткі деталі. Більш удосконаленими є рубанки з пересувними бобишка-ми, у яких можна регулювати ширину отвору лотка, та рубанки з металевою колодкою, ніж у яких кріпиться за допомогою гвинта (мал. 78, а).
Фуганок (мал. 78, г) дає таку саму гладеньку поверхню, як і подвійний рубанок, оскільки його ножі також подвійні. Такий інструмент застосовують для стругання площин і вирівнювання довгих кромок.
Напівфуганок (мал. 78, б) за будовою такий самий, як і фуганок, тільки менший за розміром. Його застосовують для стругання і вирівнювання значно коротших деталей.
Шліфтик (мал. 78, е) - це вкорочений подвійний рубанок, який має таку саму будову, як і рубанок. Проте, завдяки збільшеному куту різання (55...60°) і зменшеному прольоту, шліфтик знімає тонку стружку і залишає гладеньку поверхню. Його застосовують для зачищення задирів, завилькуватих місць і торців, які не вдалося вирівняти рубанком або фуганком.


Цинубель (мал. 78, ж) - це інструмент, який має таку саму будову, як і рубанок з одинарним ножем, проте має скорочену дерев’яну або металеву колодку. Його особливістю є те, що ніж інструмента має дрібні зубці на передній грані, які при струганні залишають на поверхні заготовки маленькі борозенки, збільшуючи при цьому її шорсткість (мал. 79, г).
Рубанок циклювальний (мал. 78, з) використовують для остаточного доведення і зачистки дерев’яних деталей.
До другої групи належать рубанки для стругання профільних (фігурних) поверхонь (мал. 80).
Про особливості роботи цими інструментами ти дізнаєшся в старших класах.
Для полегшення роботи столяра та тесляра промисловість випускає різноманітні ручні електромеханічні рубанки (мал. 81).
Робочою частиною цього інструмента є ніж, який закріплено на валу, що обертається. У результаті руху ручного інструмента вздовж оброблюваної поверхні (мал. 82) з неї зрізується певний шар матеріалу.
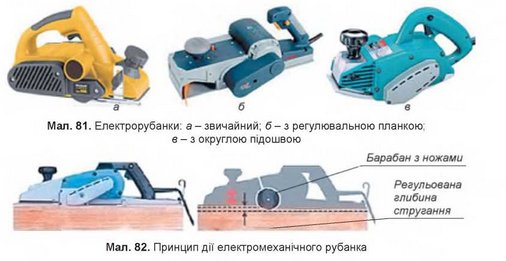

Електрорубанок з округлою підошвою - спеціалізований і досить рідкісний вид електричного рубанка. Призначений інструмент для обробки заокруглених поверхонь, тому що підошва рубанка випукла.
Про особливості роботи цими інструментами ти дізнаєшся в наступних класах.
Цикля - стругальний інструмент у вигляді стальної пластини 120... 150 мм завдовжки, до 60 мм завширшки і до 1 мм завтовшки (мал. 83).
Різальною частиною циклі є гостре лезо на проточеній кромці, яке наводять стальним гладеньким стержнем. Під час роботи циклю ставлять так, щоб лезо було розміщене перпендикулярно до оброблюваної поверхні, тоді вона знімає тоненьку (ажурну) стружку (мал. 84).
Циклею зачищають деталі виробу твердих листяних порід після їх стругання подвійним рубанком або шліфтиком. Дрібні циклювальні роботи в домашніх умовах виконують ручними електромеханічними циклями.
Циклювання великих площ з високою якістю виконують електричними циклювальними машинами (мал. 85, 86). Про принцип їх роботи ти дізнаєшся в наступних класах.

Обпилення
При виготовленні лобзиком виробів з деревних матеріалів на їхніх крайках залишаються нерівності, які необхідно вирівняти й зачистити. Виконують такі технологічні операції напилками та шліфувальними шкурками.
Напилок - це багаторізцевий різальний інструмент, виготовлений зі спеціальної інструментальної сталі (мал. 88).

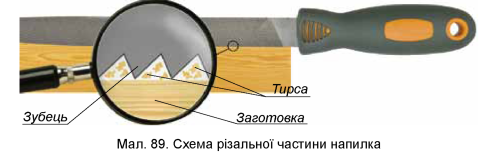
На його поверхні виконано насічки у вигляді великої кількості маленьких зубців, кожен з яких має форму клина (мал. 89).
Під час руху по поверхні заготовки кожен зубець напилка діє як різець, знімаючи при цьому з неї шар матеріалу.
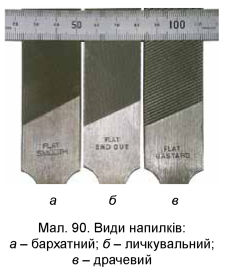
За кількістю насічок, що припадає на один сантиметр довжини робочої частини, та їх формою напилки поділяють на шість номерів: 0, 1, 2, 3, 4, 5. Напилки з номерами 0 і 1 називають драчевими. Вони мають найкрупнішу насічку. Напилки з номерами 2 і 3 та 4 і 5 мають дрібніші насічки, порівняно з драчевими, і називаються, відповідно, личкувальними та бархатними (мал. 90).
Для обробки деревних матеріалів застосовують тільки драчеві напилки, оскільки бархатні й личкувальні мають дрібну насічку і відразу забиваються деревиною, тому працювати ними стає неможливо. Проте всі напилки з номерами від 0 до 5 застосовують для обробки металів та твердих пластмас.
Технологічна операція зняття з оброблюваної поверхні шару матеріалу за допомогою напилків називається обпилюванням. Цим способом можна обробити заготовку, припуск розмірів якої становить від 0,1 до 1,0 мм.
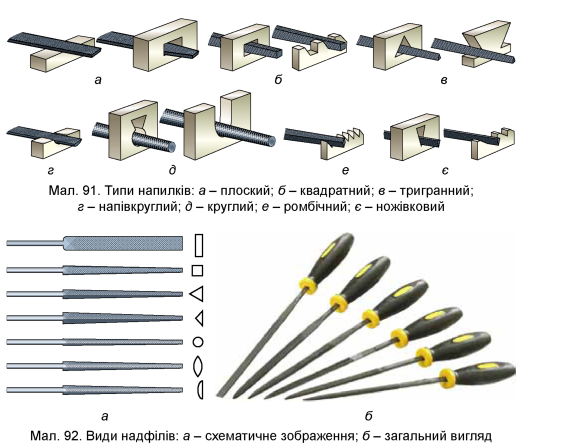
Залежно від форми перерізу напилки поділяють на типи (мал. 91).
Для обробки дрібних отворів та заглибин з різною формою поверхні використовують невеликі за розмірами напилки, які називаються надфілями.
Надфілі, як і напилки, поділяються на типи залежно від форми поперечного перерізу (мал. 92).
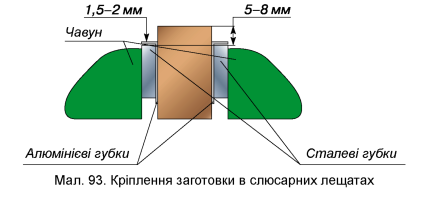
Обробку заготовок з деревних матеріалів напилками здійснюють після надійного кріплення їх у затискних пристроях. Для цього використовують слюсарні лещата, струбцини, затискачі столярного верстака тощо.
Щоб не пошкодити заготовку при кріпленні її в слюсарних лещатах, між нею та губками лещат розміщують прокладки з картону або алюмінію (мал. 93).

Зручне і надійне кріплення заготовки з фанери або ДВП для їх обробки напилками можна здійснити, використовуючи для цього пристосування, зображене на малюнку 94.
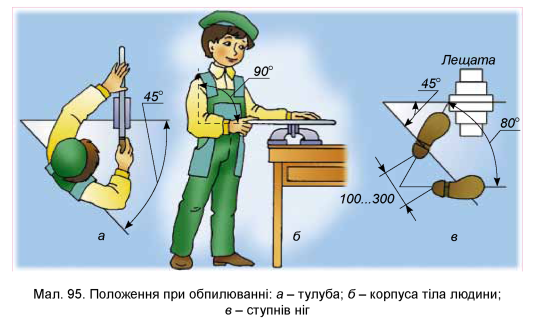
Важливе значення при роботі напилками має правильна організація робочого місця. Насамперед, слід відрегулювати висоту кишки верстака. Пригадай, як це зробити на комбінованому верстаку та на столярному.
При кріпленні заготовки в слюсарних лещатах робоче місце повинне відповідати зросту працюючого. Тулуб працюючого при цьому повинен бути розміщений у півоберта до закріпленої для обробки заготовки, а ступні ніг - знаходитися на відстані 20...30 см одна від одної (мал. 95).
Напилок беруть у праву руку так, щоб великий палець лежав зверху вздовж ручки, а долоня впиралась у її кінець. Рештою

пальців підтримують ручку знизу. Долоню лівої руки кладуть на кінець напилка (мал. 96).
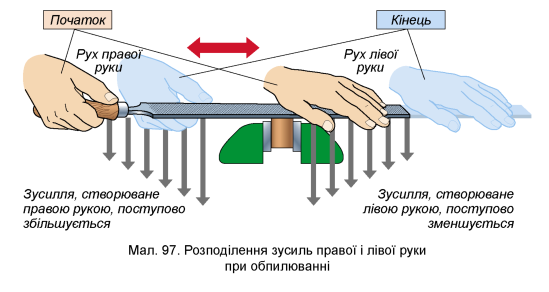
При обпилюванні слід дотримуватися координації зусиль натиску на напилок. Потрібно стежити за правильним збільшенням натиску правої руки на напилок під час робочого руху при одночасному зменшенні натиску лівої руки. Рух напилка повинен бути горизонтальним, тому натиск на ручку і носок напилка повинен змінюватися в процесі робочого руху. Притискати напилок до поверхні, що обробляється, необхідно тільки при робочому ході («від себе»). При зворотному русі не слід відривати напилок від поверхні заготовки (мал. 97).
Працюючи напилком в одному напрямку, важко отримати правильну й чисту поверхню. Тому напрямок руху напилка, а
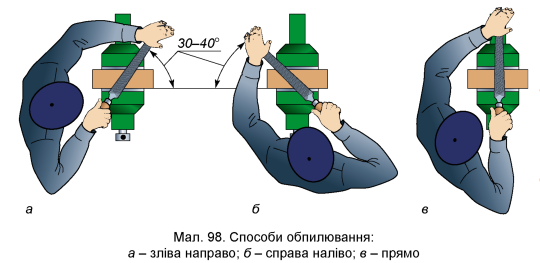
отже, і його штрихів (слідів) на оброблюваній поверхні повинен змінюватися (мал. 98).
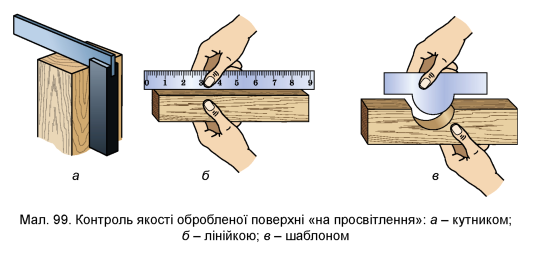
Тільки за цієї умови якість обпилювання поверхні виробу буде високою. Правильність обпилювання поверхонь перевіряють за допомогою кутника, лінійки, контрольних лінійок та шаблонів на «просвітлення» (мал. 99).
При обпилюванні фанери та ДВП насічка напилків швидко забивається відходами. Робочу поверхню таких напилків очищають спеціальною металевою щіткою, рухаючи її вздовж нанесених на напилок насічок (мал. 100).
Більш якісну обробку поверхні та підготовку її до оздоблення здійснюють шліфувальними шкурками. Про технологію виконання цих робіт дізнаєшся з наступних параграфів.
Правила безпечної праці при обпилюванні заготовок з деревних матеріалів:
1. Користуватися лише справним інструментом та пристосуваннями.

2. Ручка має бути міцно насаджена на хвостовик напилка. Вона не повинна мати тріщин, сколів, а кільце має міцно триматися на ручці.
3. Кріпити ручку на хвостовику слід так, як показано на малюнку 101, а та б.
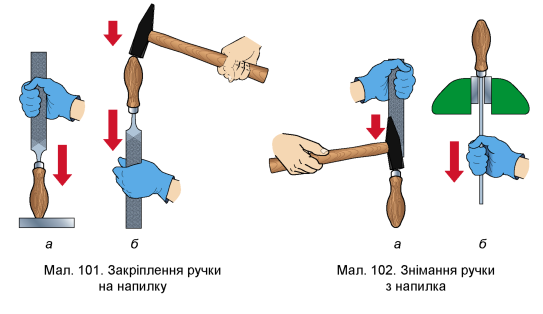
4. Знімати ручку з напилка потрібно так, як показано на малюнку 102, а та б.
5. Під час обпилювання потрібно стежити, щоб пальці рук не потрапляли в проміжок між інструментом та оброблюваною заготовкою.
6. Необхідно бути уважним, не відволікатися під час роботи.
7. Тирсу та інші відходи прибирати спеціальною щіткою. Забороняється здмухувати їх або змітати рукою.
напилок, обпилювання, п’ятка, хвостовик, драчевий, бархатний, личкувальний напилок.
Кріплення заготовки - закріплювання (за допомогою певного пристрою) оброблюваної заготовки.
Напилок - сталевий багаторізцевий різальний інструмент у формі бруска з насічкою, який використовується для зачищання поверхонь заготовок.
Насадження ручки - кріплення ручки на хвостовику інструмента (напилка, стамески, долота тощо).
Насічка - зазублини, нарізи на поверхні напилка, предмета, деталі.
Оздоблення - надання виробу привабливого зовнішнього вигляду.
Розколювання - розділення, відокремлення між собою частин деталей.
Хвостовик - кінець інструмента, що слугує для закріплення ручки.
1. Для чого застосовують напилки?
2. Які частини має напилок?
3. Як поділяють напилки за насічкою?
4. Як треба правильно тримати напилок під час обпилювання?
5. Як треба закріплювати заготовку в столярних затискачах для обпилювання?
6. Якими контрольними інструментами перевіряють якість обпилювання?
7. Який брак у роботі під час обпилювання можна виправити, а який - ні?
8. Які правила безпеки потрібно виконувати при обпилюванні заготовок?
Д\з :робота над виробом
29.04
Технологічний процес виготовлення корпусу годнника :
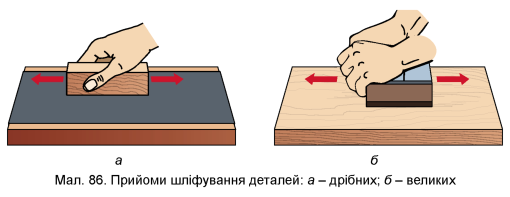
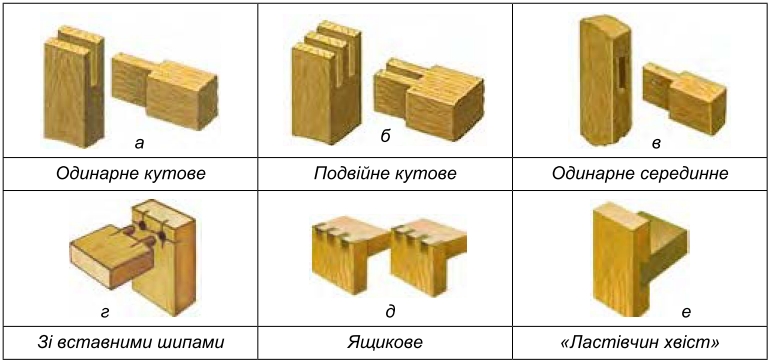
шліфування,виконання деталей зєднань.

Д\з :робота над виробом
06.05
Види оздоблення корпусу годинника,технологія їх виконання.
13.05
Виготовлення виробу.Оздоблення виробу.
Д\з :робота над виробом
20.05
Остаточна обробка виробу.Контроль якості виробу.
Презентація виготовлених матеріалів.
Шановні учні!
Проєкти та фото виробу скидаєте на електр.пошту або вайбер(Прізвище,клас)
oksana264271@gmail.com
667377
27.05
ПРОЄКТ " ОДЯГ - МІЙ ІМІДЖ"
теми для опрацювання:
-Види підліткового та юнацького одягу.
-Розміри одягу.
-Догляд за одягом.
-Засоби догляду.
-Вибір взуття.
-Догляд за взуттям.
-Імідж.
-Розробка власного іміджу.
-Аналіз моделей - аналогів молодіжного одягу.
218879
ШАНОВНІ УЧНІ!!!!!!!!!!!!
Проєкти та фото виробу ,будь ласка ,мені відішліть на елект.пошту.
oksana264271@gmail.com т. 0672685306
oksana264271@gmail.com т. 0672685306
Ось і промайнув ще один навчальний рік.
Вітаю усіх з настанням літніх канікул. Бажаю гарно відпочити, розслабитися, ввібрати багато сонця і гарного літнього настрою. Набирайтеся сил, отримуйте позитивні емоції, зміцнюйте здоров’я, розважайтеся та отримуйте масу чудових вражень.
Побачимося в наступному навчальному році!
Немає коментарів:
Дописати коментар